რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზი

Მოკლე აღწერა:
რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზი არის ახალი ტიპის ეკოლოგიურად სუფთა მსუბუქი სამშენებლო მასალების წარმოება, რომლებიც ამჟამად პოპულარულია მსოფლიოში.და პოლიურეთანის ქაფზე დაფუძნებული დეკორატიული კედლის პანელები.მას შეუძლია შექმნას ცეცხლგამძლე თბოიზოლაციის დეკორატიული კედლის პანელები ზედაპირზე ფოლადის ფირფიტით.პოლიურეთანი შუაში.და ალუმინის ფოლგა ან ფოლადის ფირფიტა ბოლოში.
პროდუქტის დეტალი
პროდუქტის ტეგები
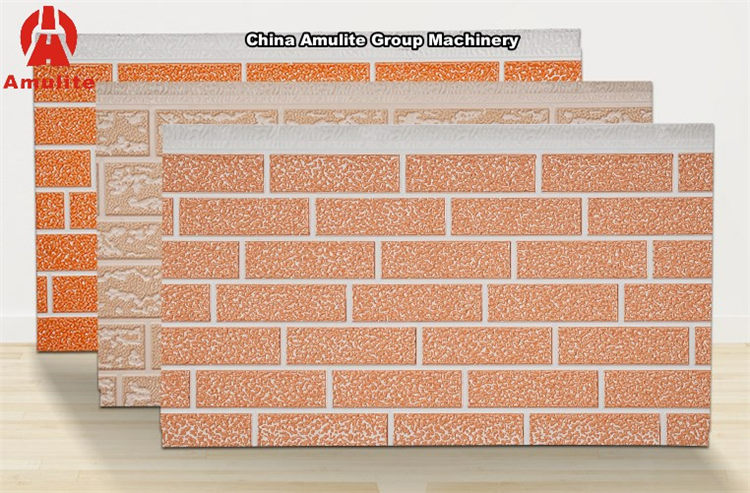
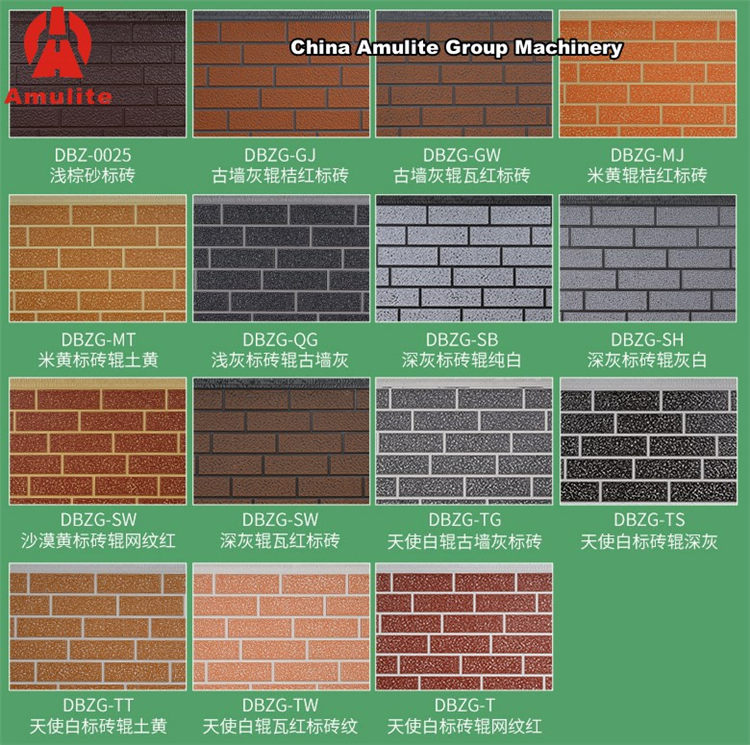
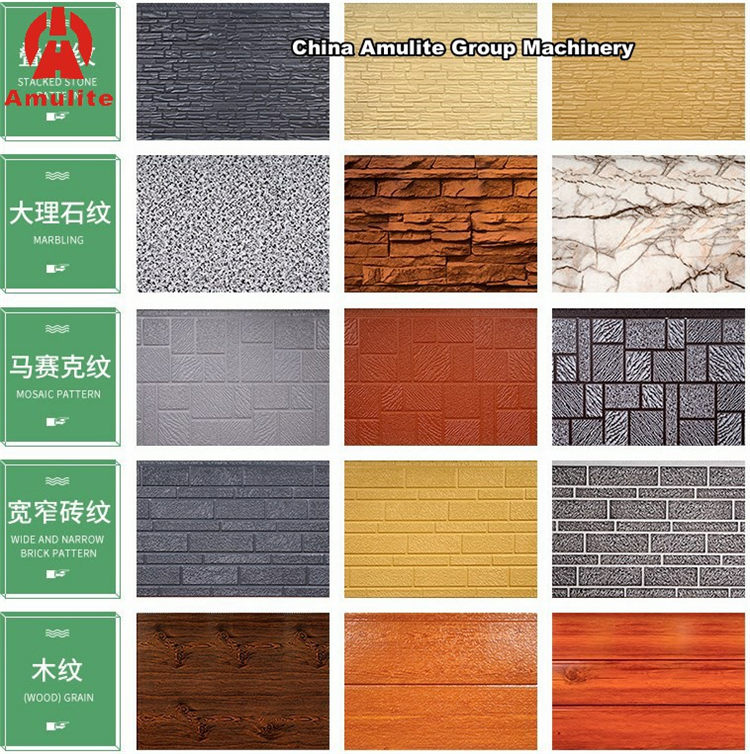
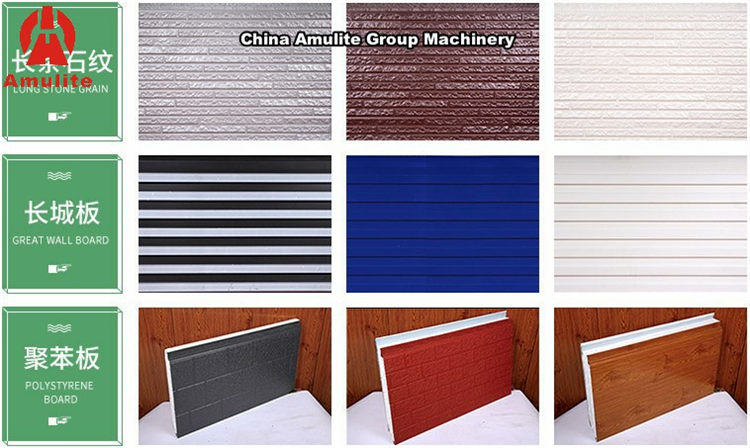
1. კედლის პანელის შესავალი
რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზი არის ახალი ტიპის ეკოლოგიურად სუფთა მსუბუქი სამშენებლო მასალების წარმოება, რომლებიც ამჟამად პოპულარულია მსოფლიოში.და პოლიურეთანის ქაფზე დაფუძნებული დეკორატიული კედლის პანელები.მას შეუძლია შექმნას ცეცხლგამძლე თბოიზოლაციის დეკორატიული კედლის პანელები ზედაპირზე ფოლადის ფირფიტით.პოლიურეთანი შუაში.ძირზე კი ალუმინის ფოლგა ან ფოლადის ფირფიტა. პროდუქციის გამოყენების ძირითადი სფეროები: ძველი შენობების რემონტი.მაღალი დონის ვილა ბინები.ვილები.სასტუმროები.მსუბუქი ფოლადის კონსტრუქციები.მობილური სახლები.ფერმის სახლები.დიდი სავაჭრო ცენტრები.ქარხნების შიდა და გარე კედლები.და ა.შ.

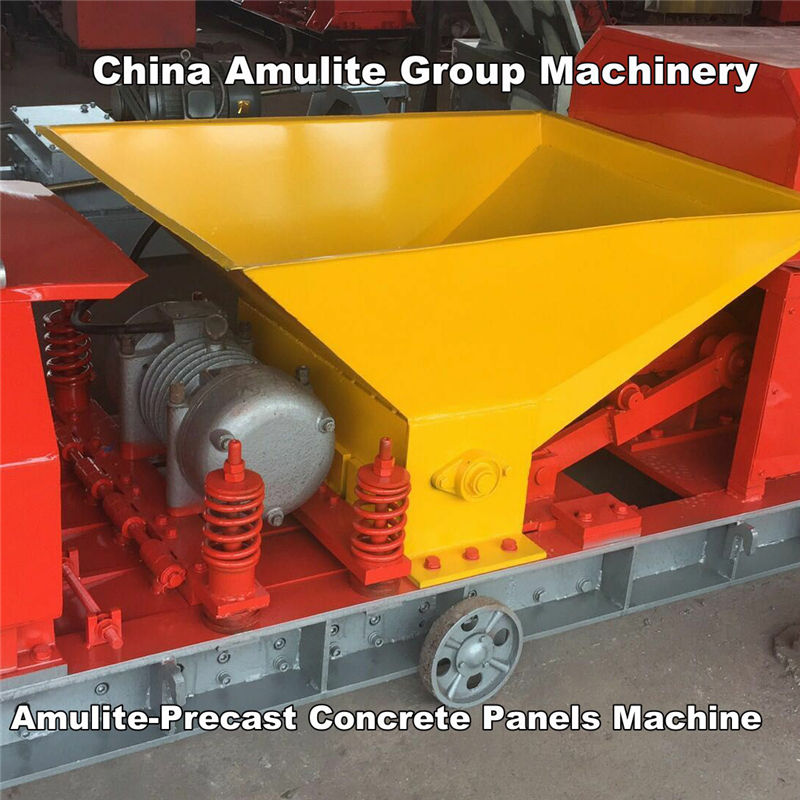
2. აღჭურვილობის შემადგენლობა
რელიეფური ლითონის კომპოზიტური გარე პანელები საწარმოო ხაზი მთავარი გაშლა → ჭედური მანქანა → ნიველირებადი მანქანა → გვერდითი ფორმირების მანქანა → გათბობის პლატფორმა → AB ქაფის აპარატის ინექცია → ალუმინის ჯაჭვის ფირფიტის ლამინირების მანქანა → ხერხის დაფის ამოჭრა → შეღებვა → შეფუთვა და ა.შ.
3. რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზის ძირითადი ტექნიკური პარამეტრები
კედლის პანელის სპეციფიკაცია: A.380×16მმ B. (380-500)×(30-40)მმ
წარმოების სიჩქარე: 4-10 მ/წთ
ალუმინის შენადნობის ორმაგი მცოცავი სიგრძე: 18-24 მ
აღჭურვილობის საერთო სიმძლავრე: დაახლოებით 60 კვტ
საწარმოო ხაზის მოცულობა: დაახლოებით 1.000.000კვ.მ.

4. რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზი დანაყოფის სტრუქტურისა და ფუნქციის გაცნობა
Ⅰ.განტვირთეთ
ფუნქცია: გამოიყენება ფოლადის ხვეულების გადახვევისა და ჭედურობისთვის
სტრუქტურის ტიპი: სექციური ფოლადის შედუღების ჩარჩო.გვერდითი გადაადგილება ხორციელდება ჰიდრავლიკური ცილინდრით.თავიდან აცილება გადახრა Coil მასალა.განტვირთვა იღებს პასიურ ტიპს.აქვს პნევმატური სამუხრუჭე დაძაბულობის კონტროლისთვის.

Ⅱ.ჭედური მანქანა
ფუნქცია: კედლის პანელის სხვადასხვა ნიმუშების მიხედვით.ორი საპირისპირო ჭედური ლითონის ლილვაკები გამოიყენება სხვადასხვა ფერის ფოლადის ნიმუშების დასაჭერად.
Ⅲ.ქაფიანი მანქანა:
BLC(R) ტიპის დაბალი წნევის უწყვეტი ქაფიანი მანქანა ან PH(R/F) მაღალი წნევის ქაფიანი მანქანა.გამოიყენეთ 1 ფისოვანი (A) ავზი.1 გამწმენდი აგენტის (B) ავზი; ორი აღრიცხვის ტუმბოს ერთეული ამოძრავებს დამოუკიდებელი ცვლადი სიხშირის ძრავებით.გამზომი ტუმბოს გამომავალი ნაკადი კონტროლდება გამრიცხველიანების ტუმბოს სიჩქარის შეცვლით. ბოლოს.კომპონენტები შერეულია საჭირო თანაფარდობის მიხედვით და თანაბრად იფრქვევა ქვედა ფოლადის ფირფიტებს ან სხვა სუბსტრატებს შორის.

Ⅳ.ფორმირების მანქანა
ფუნქცია: რელიეფური ფერის ფოლადის ფორმა დამუშავებული იყო მრავალ ბორბლის ფლანგით.
Ⅴ.ლამინატორი
ფუნქცია: პოლიურეთანის სრული ონლაინ ქაფი და ფორმირება; ჯაჭვის ფირფიტის ერთეული შედგება წამყვანი ძრავისგან.ჯაჭვის ბორბალი.ალუმინის შენადნობის ჯაჭვის ფირფიტა.Pin Shaft და Rolling Bearing.ელექტრო გამაცხელებელი მილის გათბობის მეთოდის გამოყენებით; მას შეუძლია სწრაფად გაათბოს ორმაგი ქამრის მანქანა წარმოებისთვის საჭირო ტემპერატურამდე. როდესაც ტემპერატურა მიაღწევს წინასწარ დაყენებულ მნიშვნელობას.ელექტრო გათბობა შეიძლება ჩართოთ ან გამორთოთ რეალური სიტუაციის მიხედვით.
Ⅵ.ფიქსირებული სიგრძის სამკერვალო მანქანა
ფუნქცია: დაინახა ჩამოყალიბებული დაფა მითითებული ზომის მიხედვით.
ფუნქცია: ბაზა.ფიუზელაჟი და ზედა მოძრავი ჩარჩო მიიღება განყოფილების ფოლადის და ფირფიტის შედუღების სტრუქტურა.დაკავშირებულია ხაზოვანი გიდის სარკინიგზო საშუალებით.გზამკვლევის სარკინიგზო სამონტაჟო ზედაპირი დასრულებულია.დარწმუნდით ინსტალაციის სიზუსტეზე; სამკერვალო ძრავა დამონტაჟებულია ზედა მოძრავ ჩარჩოზე.მოძრავი ჩარჩო ამოძრავებს გადაცემის ძრავას.გვერდითი მოძრაობა; დამაგრების მოწყობილობა დამონტაჟებულია სხეულზე.იგი შედგება ჰაერის ცილინდრისგან და დაჭერის ბლოკისგან; გადატვირთვის მოწყობილობა შედგება ცილინდრისგან და ბუფერული მოწყობილობისგან; როდესაც ფირფიტა მიაღწევს დადგენილ სიგრძეს.დამჭერი ცილინდრი უბიძგებს დამჭერ ბლოკს ქვემოთ.და გადატვირთვის ცილინდრი უბიძგებს სხეულს ფირფიტასთან ერთად გადაადგილებისთვის;Ამავე დროს.სამკერვალო ძრავა ჩართულია.და შემცირების ძრავა ამოძრავებს ზედა მოძრავ ჩარჩოს ჰორიზონტალურად გადასაადგილებლად.ისე, რომ გავაცნობიეროთ ფირფიტის განივი ჭრა;ჭრის დასრულების შემდეგ.დამაგრების მოწყობილობა ამოღებულია.და გადატვირთვის ცილინდრი აიძულებს სხეულს დაუბრუნდეს საწყის წერტილს გადატვირთვისთვის.
5. რელიეფური ლითონის კომპოზიტური გარე პანელების წარმოების ხაზის ავტომატური კონტროლი
ავტომატური კონტროლის სისტემა დაყოფილია ოთხ ნაწილად: გაშლისა და ჭედური არეალის კონტროლი.ფორმირებისა და ლამინირების არეალის კონტროლი.ქაფის არეალის კონტროლი და ხერხის არეალის კონტროლი.მთლიანი სიმძლავრე არის დაახლოებით 60 კვტ; გათბობის პლატფორმა დაახლოებით 30 კვტ.მთელი კონტროლის სისტემა შედგება პროგრამირებადი კონტროლერისგან.ტესტის შეცვლა.დელტა ინვერტორის დრაივერი და სხვა კომპონენტები.სენსორული ეკრანის პარამეტრის შეყვანისა და ღილაკების თანამშრომლობის ოპერაციით.გააცნობიერე საწარმოო ხაზის ავტომატური წარმოება.მისი შესრულება საიმედო და სტაბილურია.და ოპერაცია არის მარტივი და მარტივი.